
Hàn 3G là gì? Bài viết giải mã chi tiết các vị trí hàn 1G-6G, kỹ thuật và chứng chỉ cho người mới tại catcncsat.com. Tư thế hàn, kỹ năng hàn, chứng chỉ hàn.
Đối với những người mới bước chân vào ngành cơ khí chế tạo, các thuật ngữ như hàn 1G, 2G, 3G, 4G, 5G, 6G có thể gây ra không ít bối rối. Việc hiểu rõ bản chất, sự khác biệt và yêu cầu kỹ thuật của từng vị trí hàn không chỉ là nền tảng kiến thức cơ bản mà còn là chìa khóa mở ra cánh cửa sự nghiệp của một thợ hàn chuyên nghiệp. Tại Cắt CNC Sắt, chúng tôi nhận thấy rằng việc nắm vững các tư thế hàn này là yếu tố quyết định đến chất lượng sản phẩm và sự an toàn trong lao động. Bài viết này sẽ là cẩm nang toàn diện, giúp bạn giải mã tất cả các vị trí hàn một cách chi tiết và dễ hiểu nhất.
Giải Mã Các Vị Trí Hàn 1G, 2G, 3G, 4G, 5G, 6G Là Gì?
Các vị trí hàn 1G, 2G, 3G, 4G, 5G, 6G là hệ thống ký hiệu theo tiêu chuẩn của Hiệp hội Hàn Hoa Kỳ (AWS) để phân loại các tư thế hàn trong không gian. Các con số (1, 2, 3, 4, 5, 6) chỉ vị trí và hướng hàn, trong khi chữ cái (G hoặc F) xác định loại mối hàn (G là hàn rãnh – Groove, F là hàn góc – Fillet).
Để trở thành một người thợ hàn giỏi, việc đầu tiên bạn cần làm là đọc hiểu và phân biệt được các ký hiệu này. Mỗi vị trí hàn có độ khó và yêu cầu kỹ thuật riêng, đòi hỏi người thợ phải có kỹ năng và kinh nghiệm tương ứng. Việc tiêu chuẩn hóa này giúp đảm bảo chất lượng đồng nhất cho các kết cấu hàn trong mọi dự án, từ xây dựng dân dụng đến các công trình công nghiệp quy mô lớn.
Xem thêm: 7 loại máy hàn phổ biến nhất cho thợ cơ khí

Phân biệt ký hiệu hàn G và F như thế nào?
Ký hiệu “G” (Groove Weld) dùng để chỉ mối hàn rãnh, thực hiện trên các tấm hoặc ống được vát mép để tạo thành một rãnh. Ký hiệu “F” (Fillet Weld) dùng để chỉ mối hàn góc, thực hiện tại góc giao giữa hai bề mặt kim loại (thường là góc 90 độ).
Hiểu đơn giản, hàn G là hàn điền đầy vào một khe hở được chuẩn bị sẵn, thường áp dụng cho các liên kết chịu lực cao, yêu cầu độ ngấu sâu. Trong khi đó, hàn F là hàn đắp vào góc giao nhau của hai tấm kim loại, phổ biến trong việc lắp ráp các kết cấu khung, dầm. Việc phân biệt rõ ràng hai loại này giúp thợ hàn lựa chọn đúng phương pháp và kỹ thuật để đảm bảo độ bền cho mối hàn.
Vị trí hàn tấm (Plate Welding – F) bao gồm những gì?
Vị trí hàn tấm (ký hiệu F) bao gồm bốn tư thế cơ bản: 1F (hàn bằng), 2F (hàn ngang), 3F (hàn đứng), và 4F (hàn trần). Các vị trí này mô tả tư thế hàn trên các tấm kim loại được ghép theo kiểu hàn góc.
Đây là những vị trí hàn cơ bản nhất mà mọi thợ hàn đều phải thành thạo. Dưới đây là bảng mô tả chi tiết do Cắt CNC Sắt tổng hợp:
| Ký Hiệu | Tên Gọi Tiếng Việt | Mô Tả Chi Tiết |
|---|---|---|
| 1F | Hàn bằng (hàn sấp) | Tư thế hàn dễ nhất, mối hàn được thực hiện từ trên xuống trên một bề mặt phẳng. Kim loại lỏng chảy xuống dưới nhờ trọng lực. |
| 2F | Hàn ngang | Mối hàn được thực hiện theo phương ngang trên một bề mặt thẳng đứng. Thợ hàn phải chống lại xu hướng chảy xệ của kim loại lỏng. |
| 3F | Hàn đứng (hàn leo) | Mối hàn được thực hiện theo phương thẳng đứng, có thể hàn từ dưới lên (up-hill) hoặc từ trên xuống (down-hill). Đây là tư thế khó hơn, đòi hỏi kiểm soát tốt vũng hàn. |
| 4F | Hàn trần (hàn ngửa) | Tư thế khó nhất trong hàn tấm, thợ hàn phải làm việc bên dưới vật hàn, chống lại trọng lực kéo kim loại lỏng xuống. |
Vị trí hàn ống (Pipe Welding – G) có gì khác biệt?
Vị trí hàn ống (ký hiệu G) mô tả các tư thế hàn trên vật liệu hình ống, bao gồm 1G, 2G, 5G, và 6G. Đặc điểm chính là vật hàn có thể cố định hoặc quay, tạo ra những thách thức kỹ thuật riêng biệt so với hàn tấm.
Hàn ống được xem là kỹ năng nâng cao và là yêu cầu bắt buộc trong các ngành công nghiệp dầu khí, đóng tàu, năng lượng. Các vị trí này có độ khó tăng dần và đòi hỏi sự khéo léo, chính xác tuyệt đối.
| Ký Hiệu | Tên Gọi | Mô Tả Chi Tiết |
|---|---|---|
| 1G | Hàn bằng (ống xoay) | Ống được đặt nằm ngang và xoay tròn trong quá trình hàn. Thợ hàn chỉ cần giữ mỏ hàn ở vị trí cố định từ trên xuống. Đây là vị trí hàn ống dễ nhất. |
| 2G | Hàn ngang (ống cố định) | Ống được đặt thẳng đứng và cố định. Thợ hàn di chuyển mỏ hàn theo chu vi ống theo phương ngang. |
| 5G | Hàn ống ngang cố định | Ống được đặt nằm ngang và cố định. Thợ hàn phải di chuyển xung quanh ống, thực hiện cả tư thế hàn bằng, hàn đứng và hàn trần trong cùng một mối hàn. |
| 6G | Hàn ống nghiêng 45° cố định | Vị trí khó nhất. Ống được đặt nghiêng một góc 45° và cố định. Thợ hàn phải kết hợp tất cả các tư thế hàn (bằng, ngang, đứng, trần) ở những góc độ phức tạp nhất. |
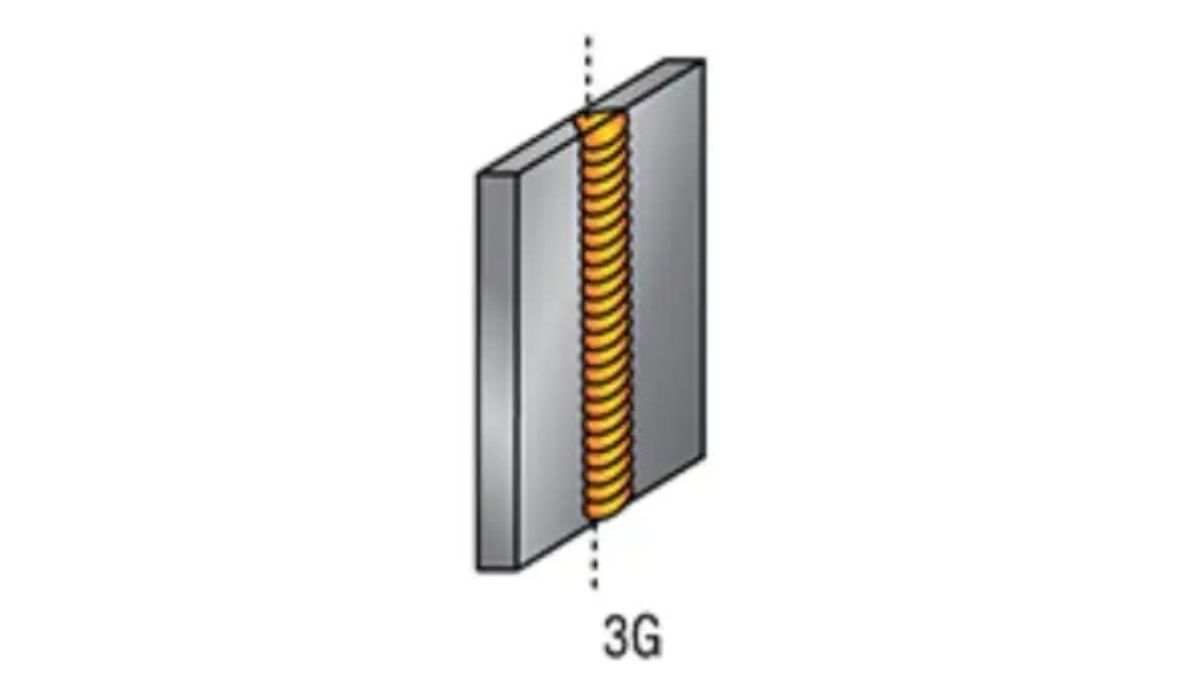
Hàn 3G Là Gì Và Tại Sao Lại Quan Trọng?
Hàn 3G là vị trí hàn đứng cho mối hàn rãnh (Groove), trong đó mối hàn được thực hiện theo phương thẳng đứng. Đây là một trong những tư thế hàn khó, yêu cầu kỹ thuật cao để kiểm soát dòng chảy của kim loại lỏng, tránh bị chảy xệ hoặc không ngấu.
Theo tiêu chuẩn của Hiệp hội Hàn Hoa Kỳ (AWS), vị trí 3G là một kỹ năng cốt lõi, bắt buộc phải thành thạo trước khi chuyển sang các vị trí hàn phức tạp hơn như 5G hay 6G. Trong thực tế, hàn 3G được ứng dụng rộng rãi trong việc xây dựng các kết cấu thép, nhà xưởng, đóng tàu, và sản xuất các bồn chứa áp lực. Việc một thợ hàn có chứng chỉ 3G chứng tỏ họ đã có khả năng thực hiện các mối hàn chịu lực quan trọng ở tư thế khó.
Xem thêm: Máy hàn MIG 3 dòng bán chạy nhất cho xưởng cơ khí
Kỹ thuật hàn 3G (Hàn Đứng) cần lưu ý những gì?
Kỹ thuật hàn 3G đòi hỏi thợ hàn phải điều chỉnh dòng điện thấp hơn so với hàn bằng, duy trì hồ quang ngắn và có kỹ thuật di chuyển que hàn phù hợp (như hình ziczac hoặc tam giác) để kiểm soát vũng hàn không bị chảy xệ.
Để thực hiện tốt mối hàn 3G, Cắt CNC Sắt khuyên bạn nên tuân thủ các bước sau:
- Chuẩn bị bề mặt: Làm sạch kỹ khu vực hàn, loại bỏ mọi gỉ sét, dầu mỡ, và đảm bảo khe hở mối hàn đều.
- Thiết lập máy hàn: Điều chỉnh dòng điện thấp hơn khoảng 10-15% so với khi hàn ở vị trí 1G. Dòng điện quá cao sẽ làm kim loại lỏng chảy xệ, quá thấp sẽ không đủ độ ngấu.
- Chọn que hàn: Sử dụng que hàn phù hợp, có thuốc bọc giúp đông cứng nhanh để giữ kim loại lỏng ở đúng vị trí. Ví dụ que hàn E7018 rất phù hợp cho vị trí này.
- Kỹ thuật hàn:
- Hàn leo (từ dưới lên – uphill): Đây là phương pháp phổ biến và cho độ ngấu sâu hơn. Di chuyển que hàn theo hình ziczac hoặc tam giác nhỏ, dừng lại một chút ở hai bên để điền đầy và tránh lõm giữa. Góc độ que hàn nên duy trì khoảng 5-15 độ so với phương thẳng đứng.
- Hàn từ trên xuống (downhill): Thường dùng cho các tấm mỏng để hàn nhanh hơn và tránh cong vênh. Kỹ thuật này đòi hỏi tốc độ di chuyển nhanh và kiểm soát tốt hơn.
- Kiểm soát hồ quang: Luôn duy trì chiều dài hồ quang ngắn nhất có thể. Hồ quang dài sẽ làm tăng nhiệt, gây chảy xệ và bắn tóe.
Các Vị Trí Hàn Khó Nhất (4G, 5G, 6G) Đòi Hỏi Kỹ Năng Gì?
Các vị trí hàn 4G (hàn trần), 5G (hàn ống ngang cố định) và 6G (hàn ống nghiêng 45° cố định) là những thử thách lớn nhất đối với thợ hàn, đòi hỏi sự kết hợp nhuần nhuyễn giữa kỹ năng, kinh nghiệm, sự kiên nhẫn và thể chất tốt để chống lại trọng lực và thao tác trong không gian hạn chế.
Thành thạo các vị trí này không chỉ là một kỹ năng, mà là một nghệ thuật. Nó phân biệt một người thợ hàn bình thường với một chuyên gia thực thụ. Mức lương và cơ hội nghề nghiệp cho những người có khả năng hàn 6G luôn ở mức rất cao.

Kỹ thuật hàn trần (4G/4F) có thực sự khó không?
Có, kỹ thuật hàn trần (4G/4F) được coi là tư thế hàn khó nhất trên vật liệu tấm. Thách thức lớn nhất là trọng lực sẽ kéo kim loại lỏng và xỉ hàn rơi xuống, đòi hỏi thợ hàn phải có kỹ thuật điêu luyện để tạo ra một mối hàn đẹp và chắc chắn.
Khi hàn trần, người thợ phải ngửa mặt lên trên, đối mặt với nguy cơ bị kim loại nóng chảy bắn vào người. Để thành công, thợ hàn cần:
- Sử dụng dòng điện thấp hơn và hồ quang cực ngắn.
- Di chuyển que hàn nhanh và đều tay, sử dụng kỹ thuật “đan lát” hoặc ziczac nhỏ để giữ vũng hàn không bị quá lớn và chảy xuống.
- Sử dụng que hàn có thuốc bọc đông cứng nhanh.
- Trang bị đầy đủ đồ bảo hộ cá nhân (PPE) chất lượng cao, đặc biệt là mũ hàn và áo da chống cháy.
Vị trí hàn 5G (Hàn Ống Ngang) có đặc điểm gì?
Đặc điểm của vị trí hàn 5G là ống được đặt cố định theo phương ngang. Người thợ hàn phải di chuyển xung quanh ống, bắt đầu từ vị trí hàn trần (dưới đáy ống), chuyển sang hàn đứng (bên hông ống) và kết thúc bằng hàn bằng (trên đỉnh ống).
Vị trí 5G là một bài kiểm tra toàn diện về kỹ năng của thợ hàn vì nó bao gồm ba tư thế hàn khác nhau trong một mối hàn duy nhất. Thợ hàn phải có khả năng thay đổi tư thế và điều chỉnh kỹ thuật một cách linh hoạt khi di chuyển quanh ống để đảm bảo mối hàn đồng đều và không có khuyết tật.
Tại sao chứng chỉ hàn 6G lại danh giá nhất?
Chứng chỉ hàn 6G được coi là “tiêu chuẩn vàng” và danh giá nhất trong ngành hàn vì nó chứng minh người thợ có khả năng hàn ở vị trí phức tạp nhất: ống nghiêng 45 độ và cố định. Vị trí này đòi hỏi người thợ phải thành thạo tất cả các tư thế hàn (1G, 2G, 3G, 4G, 5G) và kết hợp chúng một cách nhuần nhuyễn trong một không gian làm việc thường bị hạn chế.
Một thợ hàn 6G được xem là một nghệ nhân có tay nghề đỉnh cao. Họ có thể xử lý hầu hết mọi tình huống hàn trong thực tế, từ các đường ống dẫn dầu khí ngoài khơi đến lò hơi nhà máy điện. Do sự khan hiếm và yêu cầu kỹ năng cực cao, thợ hàn có chứng chỉ 6G luôn được săn đón với mức thu nhập vượt trội và cơ hội làm việc tại các dự án lớn trong và ngoài nước.
Làm Sao Để Trở Thành Thợ Hàn Chuyên Nghiệp Với Chứng Chỉ 3G, 6G?
Để trở thành thợ hàn chuyên nghiệp với chứng chỉ 3G, 6G, bạn cần trải qua một quá trình đào tạo bài bản tại các trung tâm dạy nghề uy tín, luyện tập không ngừng để nâng cao kỹ năng và cuối cùng là vượt qua kỳ thi sát hạch tay nghề theo tiêu chuẩn quốc tế.
Đây là một con đường đòi hỏi sự đầu tư nghiêm túc về thời gian, công sức và cả tài chính. Tuy nhiên, phần thưởng nhận lại hoàn toàn xứng đáng với những nỗ lực bạn bỏ ra.
Xem thêm: Máy hàn TIG 4 bước hàn đẹp như chuyên gia

Lộ trình học và thi chứng chỉ thợ hàn diễn ra như thế nào?
Lộ trình học và thi chứng chỉ thợ hàn thường bắt đầu từ các kiến thức cơ bản về an toàn, vật liệu, thiết bị, sau đó chuyển sang thực hành các vị trí hàn từ dễ đến khó (1G/1F -> 2G/2F -> 3G/3F -> 4G/4F) và cuối cùng là các vị trí hàn ống nâng cao (5G, 6G).
Một lộ trình điển hình sẽ bao gồm:
- Khóa học cơ bản: Học lý thuyết an toàn lao động, nguyên lý hàn, các loại vật liệu và cách vận hành máy hàn. Thực hành các mối hàn góc (1F, 2F) và hàn rãnh (1G) trên thép tấm.
- Khóa học nâng cao (3G/4G): Tập trung luyện tập chuyên sâu vào hai vị trí khó là hàn đứng (3G) và hàn trần (4G). Sau khi thành thạo, học viên có thể thi lấy chứng chỉ hàn 3G/4G.
- Khóa học chuyên sâu (6G): Dành cho những người đã có chứng chỉ 3G/4G. Khóa học tập trung vào kỹ thuật hàn ống ở các vị trí 2G, 5G và cuối cùng là 6G. Quá trình đào tạo này rất khắt khe và đòi hỏi sự tập trung cao độ.
- Thi sát hạch: Bài thi thường là một mẫu hàn thực tế theo vị trí đăng ký (ví dụ: hàn một đoạn ống ở vị trí 6G). Mẫu hàn sau đó sẽ được kiểm tra bằng các phương pháp không phá hủy (NDT) như chụp phim X-quang, siêu âm để đánh giá chất lượng. Nếu đạt yêu cầu, bạn sẽ được cấp chứng chỉ.
Nên học hàn ở đâu uy tín tại TPHCM?
Tại TPHCM, có nhiều trung tâm đào tạo và cấp chứng chỉ hàn uy tín như Trung tâm Đào tạo Hàn công nghệ cao QMC, Trường Trung cấp Việt Hàn, Trung tâm SHTC Việt Nam. Các đơn vị này đều có cơ sở vật chất hiện đại, giảng viên giàu kinh nghiệm và chương trình đào tạo bám sát tiêu chuẩn quốc tế.
Khi lựa chọn trung tâm đào tạo, bạn nên cân nhắc các yếu tố sau:
- Cơ sở vật chất: Xưởng thực hành phải rộng rãi, trang bị đầy đủ máy móc hiện đại và vật tư hàn.
- Đội ngũ giảng viên: Giảng viên phải là những người có kinh nghiệm thực tế, có chứng chỉ quốc tế và khả năng sư phạm tốt.
- Chương trình đào tạo: Giáo trình phải cập nhật, bám sát các tiêu chuẩn như AWS, ASME, ISO. Tỷ lệ thời gian thực hành phải chiếm phần lớn (trên 80%).
- Chứng chỉ đầu ra: Tìm hiểu xem chứng chỉ do trung tâm cấp có được công nhận rộng rãi bởi các doanh nghiệp trong và ngoài nước hay không.
Việc hiểu rõ về các vị trí hàn là bước đệm vững chắc trên con đường trở thành một thợ hàn chuyên nghiệp. Mỗi vị trí từ 1G đến 6G đều là một nấc thang thử thách kỹ năng và bản lĩnh của người thợ. Tại Cắt CNC Sắt, chúng tôi không chỉ cung cấp dịch vụ gia công kim loại tấm chất lượng cao, mà còn luôn sẵn sàng chia sẻ kiến thức và kinh nghiệm trong ngành cơ khí.
Nếu bạn cần tư vấn thêm về kỹ thuật hàn, lựa chọn vật liệu, hay có nhu cầu về các dịch vụ gia công CNC, đừng ngần ngại liên hệ với chúng tôi. Với đội ngũ kỹ sư và thợ lành nghề, chúng tôi cam kết mang đến những giải pháp tối ưu và sản phẩm chất lượng nhất cho dự án của bạn.
Hãy liên hệ với Công Ty TNHH Cắt CNC Sắt để được tư vấn chi tiết:
- Website: catcncsat.com
- Hotline: 0911168278
- Email: catcncsat@gmail.com
- Địa chỉ: 14 Võ Hữu Lợi, Lê Minh Xuân, Bình Chánh, TPHCM (KCN Lê Minh Xuân)






